Bend Relief Size For 16 Gauge Sheet Metal

16 Gauge Stainless Steel Sheet Metal 1 4306 Stainless Plate Buy 16 Gauge Stainless Steel Sheet Metal 16 Gauge Stainless Steel Sheet Metal Sheet Metal 1 4306 Stainless Plate Product On Alibaba Com

Bend Allowance Sheetmetal Me
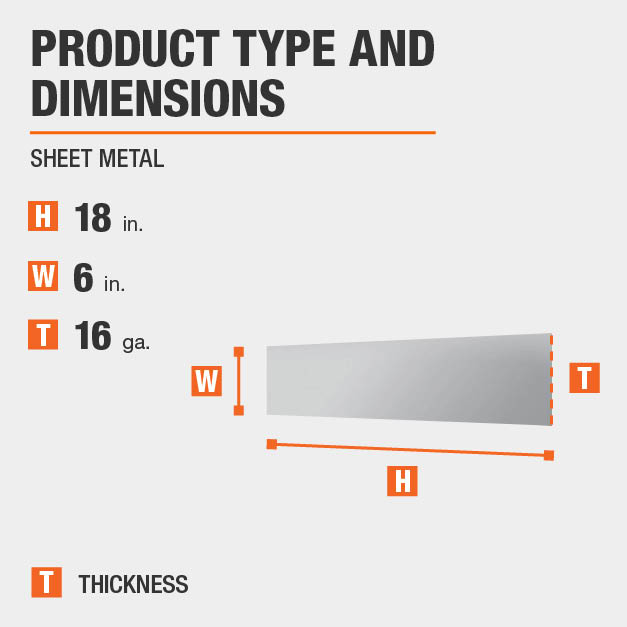
Everbilt 6 In X 18 In 16 Gauge Plain Steel Sheet Metal 801467 The Home Depot

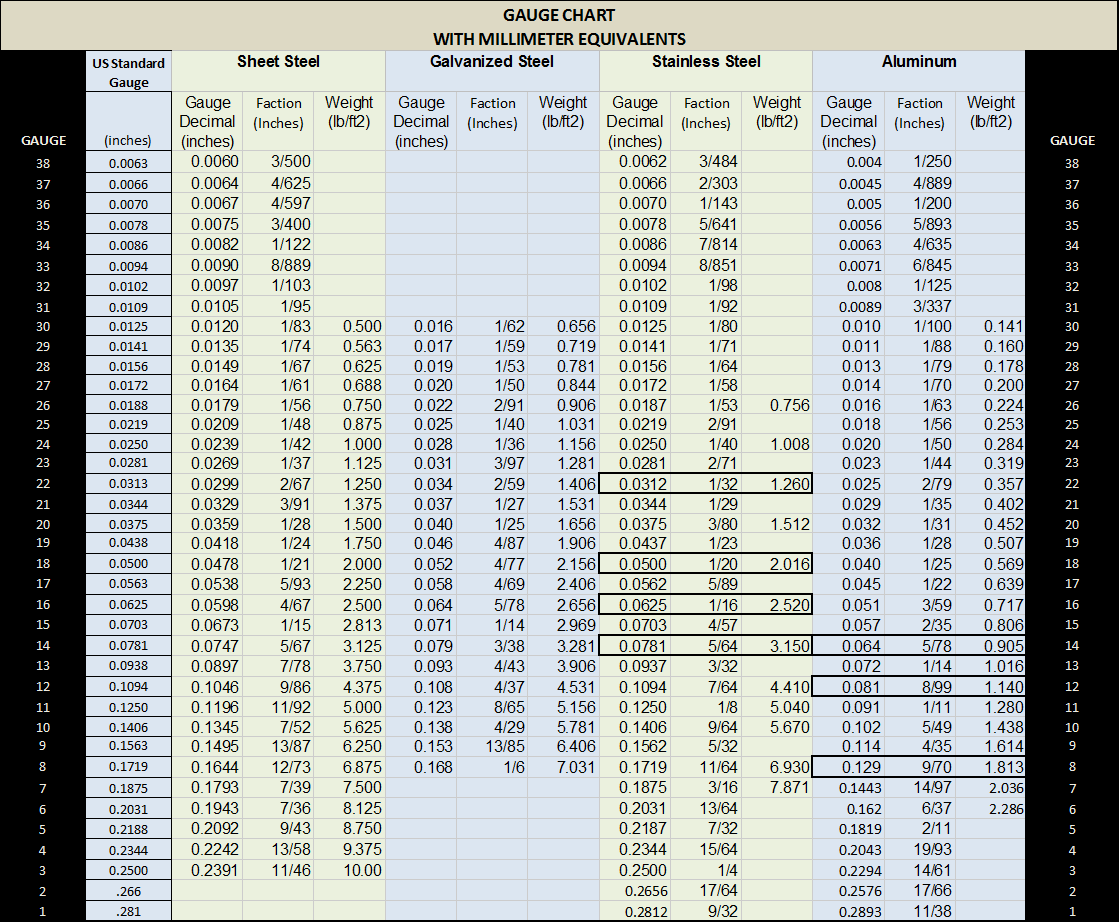
Sheet Metal Gauge To Mm Gauge To Thickness Chart Download Sheet Metal Is Metal Formed By An Industrial Process Into Sheet Metal Gauge Metal Gauge Sheet Metal
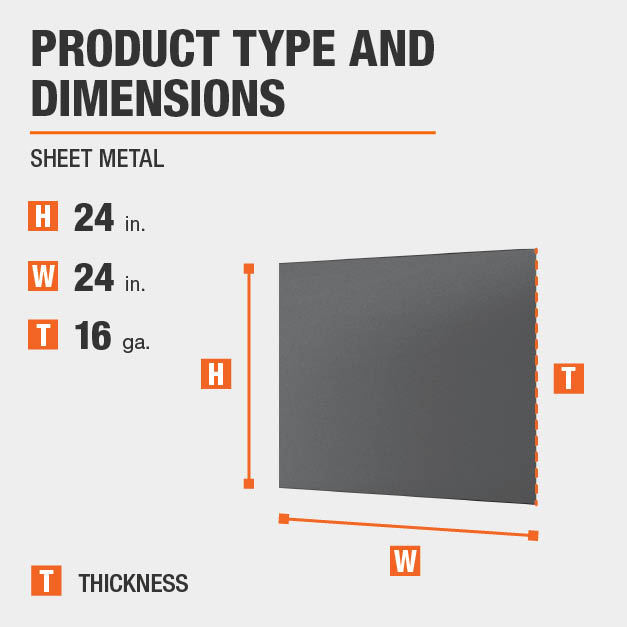
Everbilt 24 In X 24 In 16 Gauge Plain Sheet Metal 800657 The Home Depot

Visual Chart Of Plate Thickness In Guage And Millimeter Cleaning Jewelry Metal Jewelry Jewelry Making
Bend radii minimum bend sizes it is most economical to use a single bend radius throughout the design but if necessary you can utilize multiple radii.
Bend relief size for 16 gauge sheet metal.

Everbilt 12 In X 24 In 26 Gauge Zinc Plated Sheet Metal 801537 Steel Sheet Metal Steel Sheet Zinc Plating
Comparing Stainless Steel Types And Gauges

Wall Section Feature Wall Detail Tectonic Design At Two Union Square Architect Magazine Courtesy N In 2020 Architect Magazine Galvanized Sheet Metal Feature Wall

K Factor Sheetmetal Me
Source : pinterest.com
