The minimum inside bend radius is even larger when bending with the grain.
Bend aluminum sheet smallest radius.
The bend radius you select may not be available if the geometry of the part will not allow us to bend with the specific tooling required to achieve that radius.
Since commercial sheet metal bending can be done with less concern for stresses caused during forming operation the radius can be near zero for thin sheet metal.
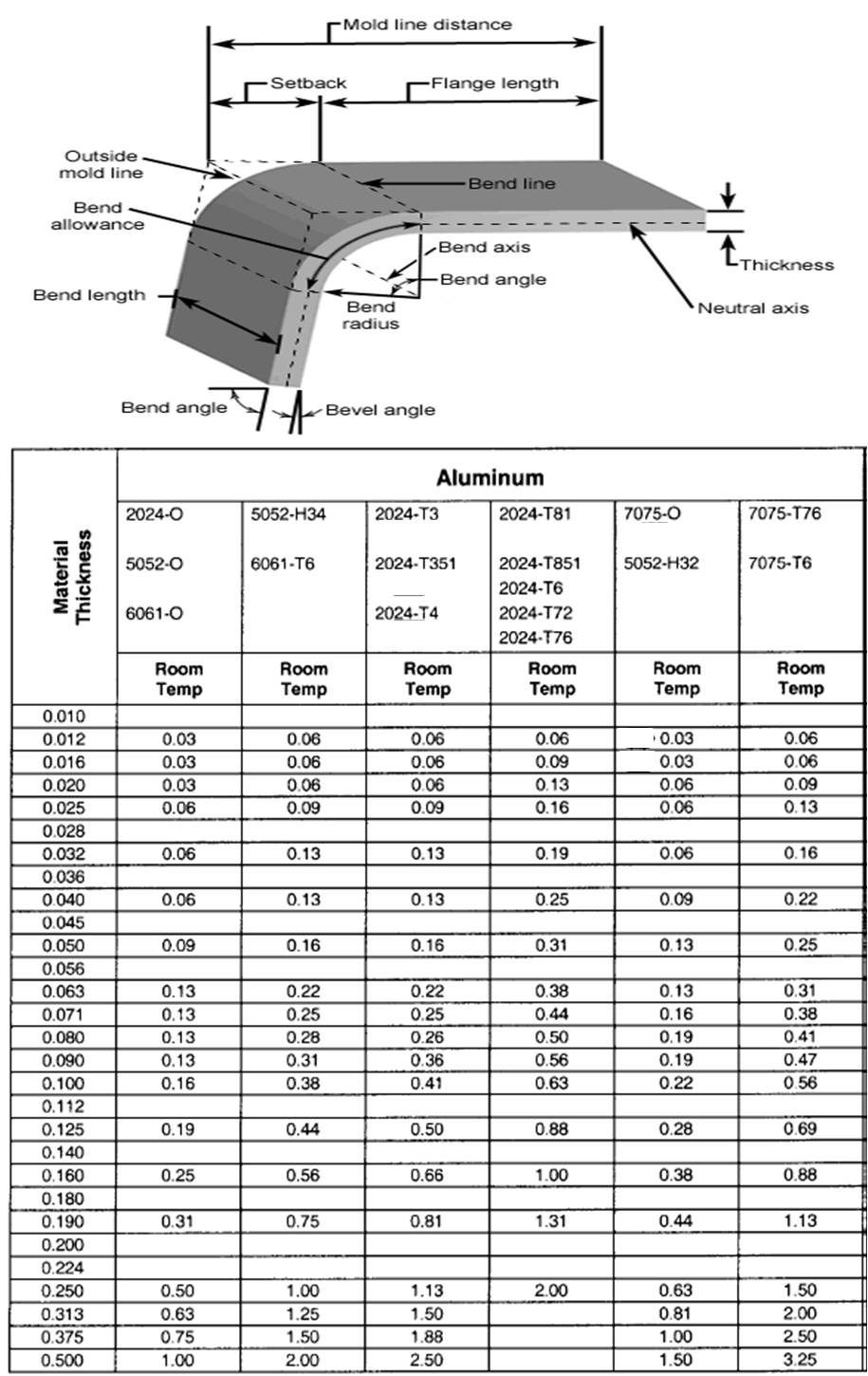
This free chart outlines what bend radii is required for the approximate thickness of aluminum.
Steel american iron and steel institute.
It is possible to choose other bends if you require but additional lead time and tooling charges may apply.
Also know that for the best results and fewer cracks on the outside of the bend the bend line should go across or diagonal to the material grain when and where possible.
We recommend printing it out to keep as a reference.
For example if the thickness of the sheet is 1 mm the minimum bend radius should be 1 mm.
Insert your aluminum sheet into the brake beneath the removable clamp bar.
We go beyond the general rules of sheet metal bending as our customers want tight bend radii for sheet metal parts.
Thus the smallest radius of any bend in a sheet should be at least equal to the thickness of the sheet.
Aluminum minimum bend radii for 90 degree cold forming of sheet and plate.
In steel between 0 5 and 0 8 in.
Make sure the bar is seated firmly inside the frame.
Radii for various thicknesses expressed in terms of thickness t.
Then place the clamp bar back down on top of the aluminum crosswise.
Aluminum is typically thicker and stronger and requires more force to bend as well as consideration of edge conditions and punch nose radii.
Per the aluminum association inc.
Thick grade 350 and 400 may have a minimum bend radius of 2 5 times the material thickness when transverse bending while longitudinal bending may.
If these guidelines are not followed more research and or some form of analysis may be requried.
When working with aluminum over sheet metal several variables need to be considered.
When bending aluminum know that the smaller your inside bend radius the larger the chance that cracking will occur in the part.
We recommend a minimum bend radius of 1t for all sheet metal parts.
Where necessary 5052 h32 may be bent to 1t and 6061 t6 to 1 1 2t.
The tables below show bend radii and minimum bend sizes for materials and tooling combinations stocked by protocase.
Sheet metal bend radii.
Preferred recommended 90 degree bend radii for various sheet metals.
It s true that the harder and thicker the plate is the greater the minimum bend radius.